3.1.1 注塑成型
定义: 将塑料颗粒加热成熔融状态后,经高压高速注入模具型腔中,得出具有相应结构,外观,尺寸的产品的一种工艺方法.实际成型中应综合考虑,在能保证制件质量(如外观,尺寸精度,机械强度等)和成型作业效率(如成型周期)
3.1.2成型参数
定义: 由温度,速度,压力,位置,时间这五个要素共同影响产品的成型质量,这五个要素的设定就是成型参数.
3.1.2.1温 度(TEMPERATURE)
1.干 燥 温 度
定义: 为保证成型质量而事先对聚合物进行干燥所需要的温度.
作用: 保证聚合物的含湿量尽量低而不致于超过允许的限度.
设定原则: (1)聚合物不致于分解或结块(聚合)
(2)干燥时间尽量短,干燥温度尽量低而不致于影响其干燥效果.
(3)干燥温度和时间因不同原料而异
(4)一般采用厂商提供温度.

2.料 温
定义:为保证成型顺利进行而设定在料管上之温度.
作用:通过电加热圈给成型机料馆加热,使原料由颗粒状转变为熔融状,保证聚合物塑化(熔胶)良好,顺利充模,成型.
设定原则:
(1)不致引起塑料分解碳化.
(2)从加料断至喷嘴依次上升.
(3)喷嘴温度应比料筒前断温度略低,防止流涎.
(4)依材料种类不同而所需温度不同.
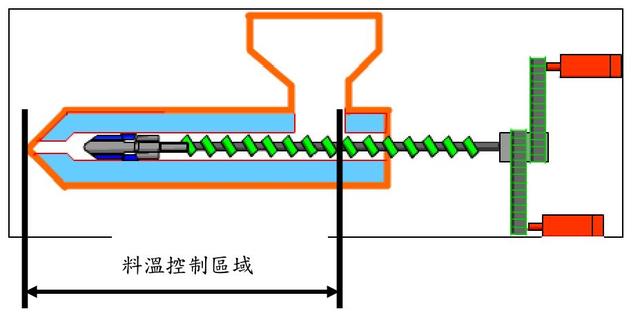
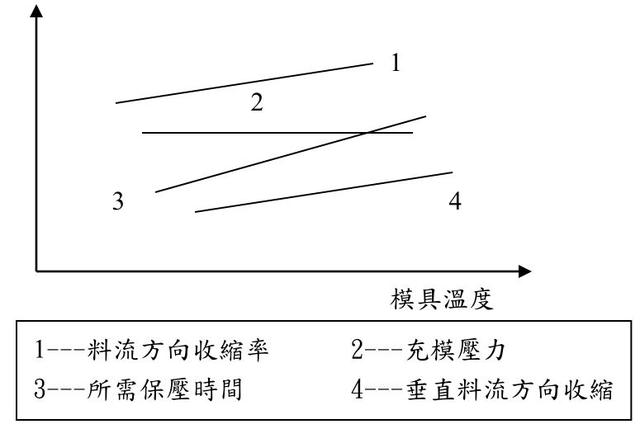
3.模 温
定义: 制品所接触的模腔表面温度
作用: 控制影响产品在模腔中的冷却速度,以及制品的表观质量.
设定原则:
(1)考虑聚合物的性质.
(2)考虑制品大小和形状.
(3)考虑模具的结构.浇道系统.
二.速 度 (SPEED)
1.注 射 速 度
定义: 在一定压力作用下,熔胶从喷嘴注射到模具型腔中的速度.
作用: (1)注射速度提高将使充模压力提高.
(2)提高注射速度可使流动长度增加,制质量量均匀.
(3)高速射出时粘度高,流速快,适合长流程制品.
(4)低速时流动平稳,制品尺寸稳定.
设定原则:
(1)防止撑模及避免产生溢边.
(2)防止速度过快导致烧焦.
(3)保证制品质量的前提下尽量选择高速充填,以缩短成型周期.
2.熔 胶 速 度
定义: 塑化过程中螺杆熔胶时的转速
作用: 影响塑化能力,塑化质量和成型周期的重要参数,速度越高,熔体温度越高,塑化能力越强
设定原则:
随着螺杆转速增高,塑化质量将有所下降.
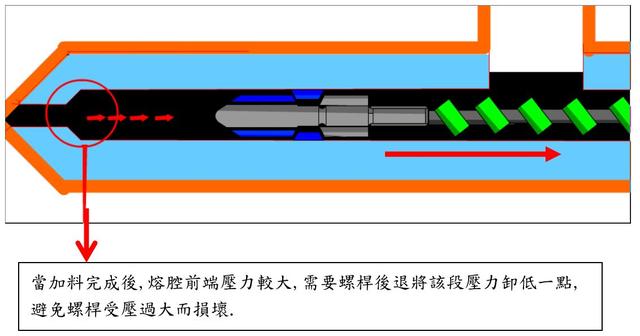
3.松 退 速 度
定义: 螺杆(计量)到位后以一定的速度再倒退一段距离,后退速度即为松退速度
作用: 减少熔体比容,使熔腔内压下降,防止其外流.
设定原则: 设定时应与螺杆转速,背压相适应.
4.开 合 模 具 速 度
定义: 模具打开及闭合时的速度
作用: 合理的开锁模速度是保证机台及生产正常运行的必要条件.
设定原则:
(1)保证机台运行平稳,振动最小.
(2)所设定的开锁模速度应使得开锁模所需时间尽量短.
(3)开锁模的速度切换合理,遵循由慢--快--慢的原则.
5.顶针前进后退速度
定义: 开模后顶针顶出及后退之速度.
作用: 保证产品顺利脱模而又不致于使产品变形,挠曲或被顶裂
设定原则:
(1) 前端顶出应慢,防止产品变形或顶裂.
(2)后端速度应快,但需保证顶出平稳.
三.压 力 (PRESSURE)
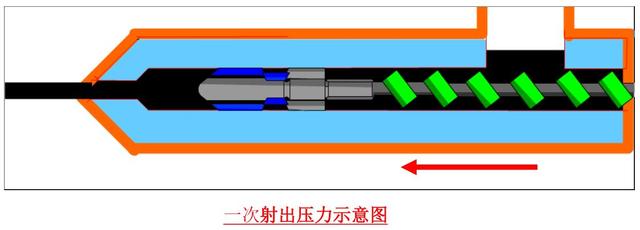
1.一次射出压力
定义:在一次射出中,螺杆将料管中的原料射入模腔所产生的压力
作用: 用以克服熔体从喷嘴--流道--浇口--型腔的压力损失,以确宝型腔被充满,获得所需的制品
设定原则:
(1)需在注塑机的额定压力范围内.
(2)射出曲线应控制在范围内,且压力线光滑而平稳.
(3)避免出现毛边或充填不足的现象.
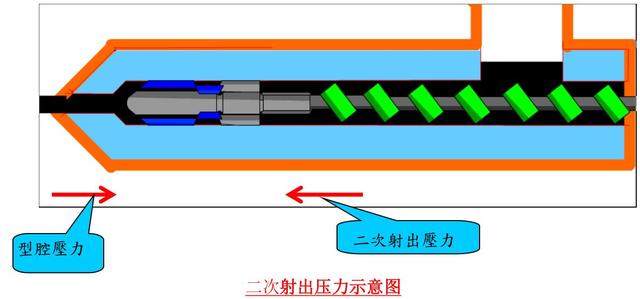
2.二次射压(保 压)
定义: 从模腔填满塑料至浇口完全冷却封闭的一段时间,要靠一个相当高的压力支持,这个压力叫保压.
作用: (1)补充靠近浇口位置的料量,并在浇口冷却封闭以前制止模腔中尚未硬化的塑料在残余压力作用倒流,防止制件收缩,避免缩水,减少真空泡.
(2)减少制件因受过大的注射压力而易产生粘模爆裂或弯曲.
设定原则:
(1)保压压力及速度通常设定至塑料充满模腔时最高压力及速度的50~60%.
(2)保压时间的长短与料温有关,温度高的浇口封闭时间长,保压时间也长.
(3)保压与产品投影面积及壁厚有关,厚而大者需要的时间较长.
(4)保压与浇口呎寸形状,大小有关.
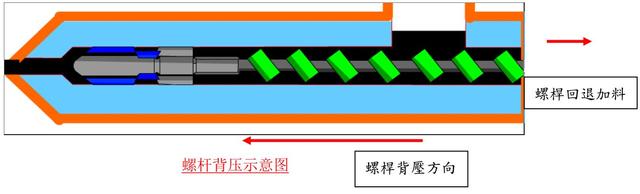
3.树脂压(背压)
定义: 塑料在塑化过程建立在熔腔中的压力
作用: (1)提高熔体的比重.
(2)使熔体塑化均匀.
(3)使熔体中含气量降低.提高塑化质量.
设定原则:
(1)树脂压的调整应考虑塑料原料的性质.
(2)树脂压的调整应参考制品的表观质量和尺寸精度.
4.锁 模 压 力
定义: 合模系统为克服在注射和保压阶段使模具分开的胀模力而施加在模具上的闭紧力.
作用: (1)保证注射和保压过程中模具不致于被胀开
(2)保证产品的表观质量.
(3)保证产品的尺寸精度.
设定原则:
(1)合模力的大小依据产品的大小,机台的大小而定.
(2)一般来说,在保证产品不出毛头的情况下,合模力要求越小越好.
(3)合模力的设定不应超出机台之额定压力.
5.模具保护压力
定义: 成型生产中为防止模具内有异物而导致模具被压坏,通常在高压锁模前需有一个高速高压向低速低压切换过程,高压锁模前之低压即为模具保护压力.
作用: 避免在高速高压状态下模具中有异物而导致模具被压坏.
设定原则:
(1)设定调试前一定先调模厚.
(2)初设值应尽量低,不能超过锁模力的20%.
(3)不能修正合模时,应慢慢提高设定值.
四.位 置 (POSITION)
1.开模位置
定义: 公母模分开后,公模对于母模面所处的相对位置.
作用: 保证脱模取件时各动作能顺利地执行.
设定原则:
(1)最大的距离应由最大的速度来跑完.
(2)最大开模位置应由方便取件(包括机械手)且取件时不致于伤及母模模面为原则.
(3)最大开模位置应使得成型周期尽量短为依据.
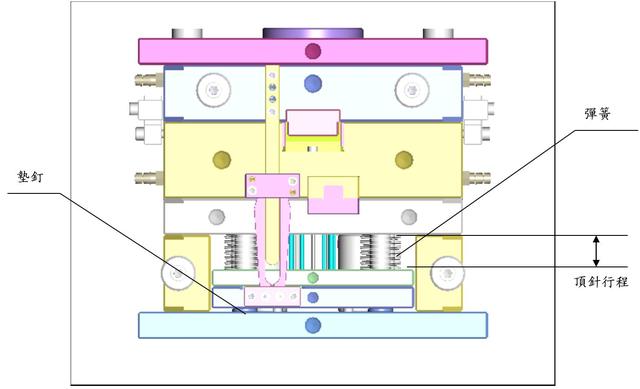
2.顶出后退行程
定义: 顶针顶出,退回的极限位置
作用: (1)用以限制顶针前进,后退的距离,确保制品顺利脱模以及顶针准确复位.
(2)对部分弹簧复位之模具,顶出行程兼有顶出限位保护之作用
设定原则:
(1)顶出距离应遵循由小到大能顺利脱模的原则.
(2)对无顶出限位柱之弹簧复位模具应保证顶出时弹簧不致于被压坏.
(3)顶针退回时不能让顶针高出公模模面.
(4)有滑块之模具顶针一定要退到位,避免其间相互产生干涉.
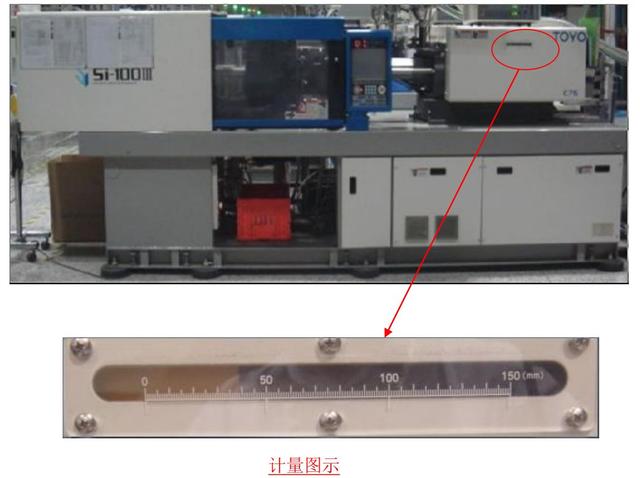
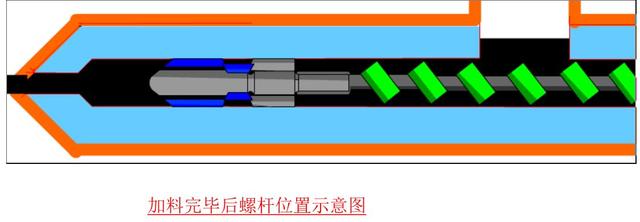
3.计量行程
定义:塑化开始后,螺杆在旋转过程中,由注射终止位置开始在塑料熔体的作用力下后退,直至后退限位开关为止,这个过程称为计量行程.
作用: 保证有足够的塑料充填模腔,以获得所需外观和呎寸的制品.
设定原则:
(1)计量行程要依据产品的大小及机台大小而设定.
(2)计量行程不能太大,以免注射多余的塑料在料管中停留的时间太长而引起碳化.
(3)计量行程不能太小,以确保充填有足够的计量及避免螺杆与喷嘴发生机械损伤,应有3~5mm的缓冲量.
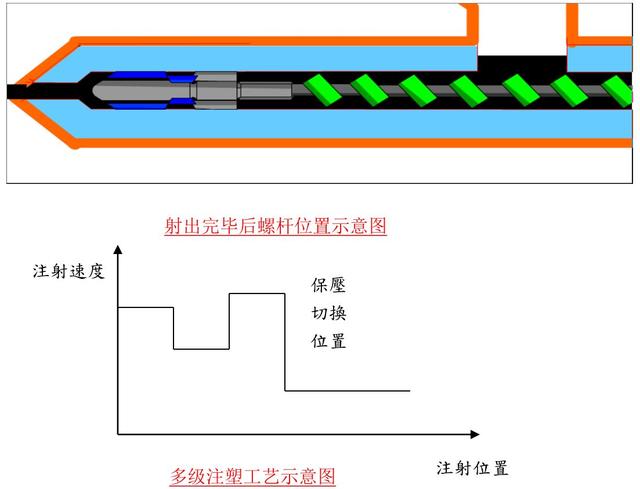
4.射出行程
定义: 注射过程中螺杆所处的位置变化
作用: 结合速度,压力控制塑料流动状态
设定原则:
(1)计量完位置由成品之充填量决定,通常在此值上加3~5mm绶冲量来决定最终设定.
(2)向第二速的转换点,通常切换至充满热浇道,料头位置.
(3)向第三速的转换点,用成型品的90%的充填程度来设定切换位置.
(4)保压切换点一般设定在成品的90%的充填程度之位置.
(注:以上以四段为例)
5.缩 退 量
定义: 螺杆预塑(计量)到位后又直线地倒退一段距离,这个后退的动作称为后松退,松退的距离称为松退量或防延量.
作用: 后松退的作用是使计量室中的熔体比容增加,内压下降,防止熔体从计量室向外流出.
设定原则:
(1)可视塑料原料的粘度,相对密度和制品的实际情况进行设定,较大的松退量会使熔体混杂汽泡,影响制品质量.
(2)松退量的设定应与螺杆转速,背压相适应.
(3)对于粘度较大的原料(如PC)可不设松退量.
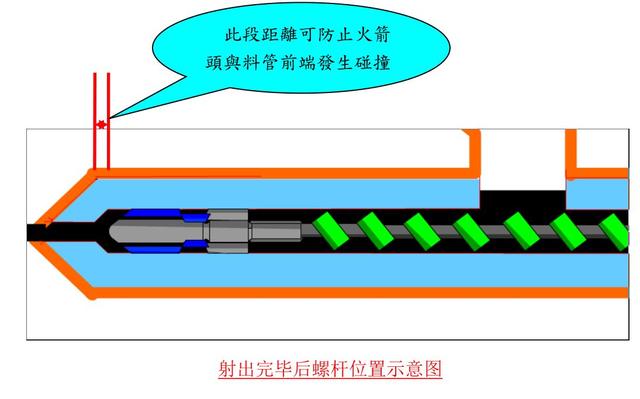
6.余量位置
定义: 螺杆注塑完成后,并不希望把螺杆中头部的熔料全部射出,还希望留一些.形成一个余料量,此料量即为缓冲量.
作用: (1)防止螺杆头部与喷嘴接触发生机械破坏事故.
(2)控制注射量的重复精度.
设定原则:
(1)缓冲量不宜过大,也不宜过小,过大,会使得余料过多,造成压力损失及原料降解,过小,则达不到缓冲之目的.
(2)缓冲量的确定,一般取3~5mm为宜.
五.时 间 (TIME)
1.周 期
定义: 从开模终了开始到下一次注射冷却完毕后的开模终了所用的时间
作用: 保证制品成型并完全冷却定型
设定原则:
(1)周期尽可能短.
(2)缩短周期必须在保证产品质量的前提下进行

2.冷却时间
定义:产品冷却固化而脱模后又不致于发生变形所需的时间
作用: (1)让制品固化
(2)防止制品变形
设定原则:
(1)冷却时间是周期时间的重要组成部分,在保证制质量量的前提下尽可能使其短. (2)冷却时间因熔体的温度,模具温度,产品形状大小及厚度而定.
3.保压时间
定义: 为防止注射后塑料倒流以及冷却补缩作用,在注塑完后
继续施加的压力
作用: (1)防止注塑完后熔体倒流.
(2)冷却收缩的补缩作用
设定原则:
(1)保压时间主要取决于制品厚度.
(2)保压时间要因熔料温度的高低而异,温度高者所需时间长,低者则短.
(3)为提高生产效率,在保证制质量量的前提下应尽可能使保压时间短.
4.射 出 时 间
定义: 熔体在充满整个型腔所用的时间
作用: 射出时间由射出压力,射出速度以及制品的大小等因素来决定
设定原则:
(1)在保证制品成型的条件下尽可能让射出时间短.
(2)射出时间受料温,模温等因素的影响.
5.熔胶时间
定义: 注射终止后,螺杆到达计量终止位置所需要的时间
作用: 保证熔胶充分
设定原则:
(1)由螺杆转速和背压相互控制.
(2)不要让熔融塑料体在螺杆中停留的时间过长,以免引起塑料在长时间的高温状态下分解,碳化.
6.干燥时间
定义: 利用干燥设备事先对原料进行干燥所需要的时间
作用: (1)增进表面光泽,提高抗弯曲及拉伸强度,避免内部裂纹和气泡.
(2)提高塑化能力,缩短成型周期.
(3)降低原料中水份及湿气.
设定原则:
(1)干燥时间因原料的不同而不同.
(2)干燥时间的设定要适宜,太长会使得干燥效率降低甚至会使原料结块,太短则干燥效果不佳.
小 结:
通过本节的学习,需要掌握成型条件设定所需要遵循的基本原则.只有在这些基础的设定原则上进行成型条件的设定,更改才能得到最优化的成型条件.需要注意的是这五个基本参数它们是相互影响的.所以,建议初学者在成型条件更改时每次只更改其中一类参数.这样可以更加方便找到成型瓶颈,再对症下药.本节所讲均为成型参数的基本知识,希望在学习时,注意实际操作的结合.


 客服1
客服1  008617365829018
008617365829018